Для заказчиков обязательное требование к цинкуемым конструкциям – ГОСТ 9.307-2021 А также Технические требования цеха горячего цинкования
Полезные документы:Требования, предъявляемые к изделиям подвергающимся покрытию методом горячего цинкования
- Горячему цинкованию подвергаются конструкции, изготовленные из стали, содержащей: углерода < 0,25%; кремния < 0,37%; мышьяка < 0,08%. При цинковании конструкций с содержанием кремния свыше 0,25% возможно ухудшение внешнего вида оцинкованной поверхности.
- Габаритные размеры конструкций, подлежащих покрытию - Z = 12,5м – 1,8м – 3,0м
- В конструкциях не должно быть карманов, закрытых полостей и воздушных мешков; все полости должны быть доступны для беспрепятственного поступления и выхода из них жидкостей, расплавленного цинка и газов разложения флюса. Возможна поводка конструкций в процессе цинкования под действием температуры.
- Длинномерные детали (более 3 м.) должны иметь предварительно согласованные технологические отверстия на торцах (возможна необходимость приварки ушек для подвешивания).
- Емкости, барабаны, змеевики из труб, узлы с резьбовыми соединениями покрытию методом горячего цинкования не подлежит.
- Трубы, патрубки, боксы не должны иметь заглушек, затрудняющих свободный сток цинка из внутреннего отверстия при вертикальном цинковании.
- Чертежи конструкций, в том числе сварных узлов, должны быть согласованы с заводом с предоставлением сертификата на металл, используемый при изготовлении металлоконструкций.
- На поверхности основного металла не допускаются закатанная окалина, поры, заусенцы, включения ( сварочные шлаки, остатки формовочной массы, графита, маркировочной краски и смазки, металлической стружки).
- Сварку элементов конструкций следует производить встык либо двусторонними швами , либо односторонним швом с подваркой.
- Сварные швы нахлесточных соединений должны быть закрыты по контуру.
- Сварные швы должны быть равномерными, плотными и сплошными по всей длине (желательна сварка в среде СО2).
- Не допускаются поры, свищи, трещины, шлаковые включения, наплавные сопряжения сварных швов (зачистка швов обязательна, желательна пескоструйная очистка).
- Металлоконструкции поставляются пакетами по маркам и профилю, снабженными биркой. На бирке обязательно указать марку стали.
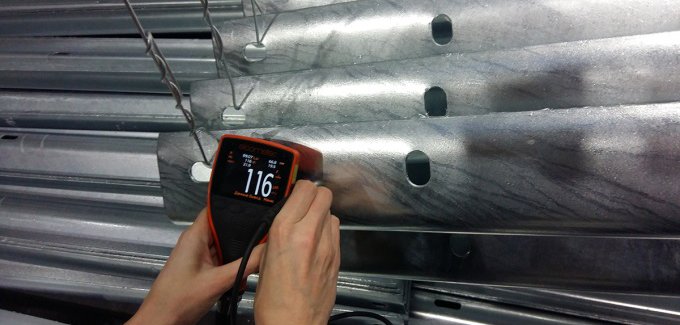
- Толщина покрытия согласно ГОСТ 9.307-2021 от 40 до 200 мкр.
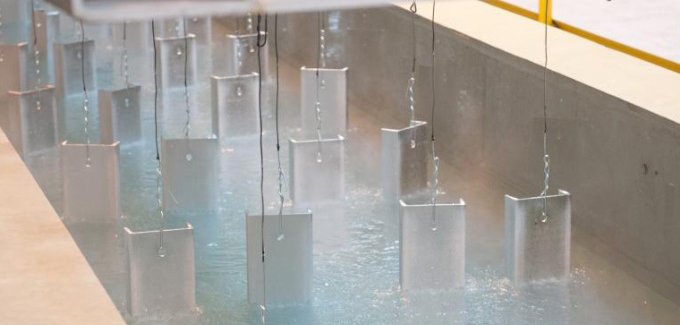
В процессе цинкования очищенная сталь погружается в ванну с расплавленным цинком (~460 град. С) и в результате реакции на поверхности изделия образуется ферро-цинковый сплав, состоящий из четырех слоев с различным удельным соотношением железа и цинка. Самый нижний Гамма слой является сплавом 25% железа и 75% цинка. Далее идет Дельта слой, который содержит 10% железа. Следующий слой называемый слоем Зет состоит уже из 6% железа и 94% цинка и наконец на поверхности образуется четвертый слой, состоящий из практически чистого цинка. Такая структура горячеоцинкованной поверхности обеспечивает великолепную адгезию между сталью и цинком, которую не в состоянии обеспечить никакое другое лакокрасочное, полимерное либо металлизированное покрытие.
Толщина цинкового покрытия может колебаться в пределах 80-200 мкм и в значительной степени зависит от содержания кремния в стали. Например, для кипящих сталей она составляет 80-100 мкм, для полуспокойных - 100-150 мкм, для спокойных - 150-200 мкм.
Цинковое покрытие является в своем роде уникальным так, как обеспечивает не только барьерную, но и электрохимическую защиту от коррозии. Последняя известна еще как жертвенная защита, поскольку в гальванической паре цинк жертвует собой, чтобы защитить сталь, на которую он нанесен. Цинк будет действовать подобным образом до последнего атома. Этот эффект проявляется и на локальных участках, где покрытия уже нет (царапины, сколы, отверстия). Следует отметить, что краски и полимеры действуют только как барьер между сталью и воздухом - малейшее повреждение, и коррозия распространяется за пределы поврежденного участка. Аналогичные процессы протекают и в порах лакокрасочного покрытия.
При выборе антикоррозионной защиты основное внимание уделяют, как правило, скорости разрушения покрытия и необходимости его возобновления. Этот показатель для цинка составляет 1-10 мкм в год в зависимости от состояния атмосферы и условий эксплуатации. Как показала многочисленная практика, горячеоцинкованная сталь может служить до 50 и более лет без возобновления цинкового покрытия. Для сравнения отметим, что столь распространенная в России лакокрасочная защита требует возобновления как минимум раз в 3-5 лет и значительных затрат людских и материальных ресурсов.